Сверление квадратных отверстий в металле
Содержание:
- Виды сверл для глубоко сверления
- Вырезание отверстий сложной формы
- Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
- Как пользоваться?
- Сверло для квадратных отверстий. Открытия Рело и Уаттса
- Сталь для сверла
- Устройство и принцип работы
- Особенности сверл под конфирматы
- Область применения
- Основные этапы сверления глубоких отверстий
- Достоинства и недостатки
- Что такое конфирмат?
- Как правильно выбрать ступенчатое сверло?
Виды сверл для глубоко сверления
В сегодняшней технологии металлообработки применяют несколько типов сверл для глубокого сверления деталей.
Рассмотрим основные их типы:
-
- Пушечные сверла. Характеристики данного типа сверл были рассмотрены выше. В последнее время выпускается инструмент с несколько измененной формой по отношению к традиционной. Это позволяет повысить производительность процесса и качество обрабатываемых деталей. Есть смысл применять пушечные сверла при обработке отверстий небольшого диаметра. Длина отверстий обычно не более 40 диаметров. Точность по IT9, а чистота поверхности составляет 0,09 – 3,5 мкм.
- Ружейное сверло, выполненное как единое целое. Их еще называют монолитные сверла, поскольку они выполнены цельно из твердосплавного материала. Для подвода смазывающе-охлаждающей жидкости внутри сверла имеется специальный проход. Стружка и СОЖ отводятся от детали через наружную винтовую канавку. Их применяют для сверления отверстий до 100 миллиметров. Глубина – до 100хD. Инструмент получил такое название, поскольку раньше его применяли для обработки стволов огнестрельных орудий.
- Ружейное сверло, выполненные по технологии фиксации режущих пластин из твердого сплава методом пайки. Как и другие сверла этого типа обеспечивают высокую точность размеров с минимальным отклонением оси сверления.
- Ружейное сверло, имеющее дополнительные режущие пластины. Такие сверла делают процесс резания более производительным.
- Спиральные сверла с цилиндрическим хвостовиком. Производятся согласно требованиям ГОСТ 886-77. Они имеют удлиненную режущую часть, которая может быть выполнена цельно из быстрорежущей стали либо иметь твердосплавные пластины. Подвод СОЖ может быть как изнутри, так и снаружи. Хвостовик может также иметь цилиндрическую форму.
- Перовые сверла. Их используют для сверления неглубоких отверстий ступенчатой формы.
- Эжекторные сверла. Используют для сверления глубоких отверстий в металлообрабатывающих аппаратах с размещением режущего инструмента в горизонтальной плоскости.
Вырезание отверстий сложной формы
Проецирование с помощью Shape Merge
Теперь, раз уж мы перешли к более интересным методам, поговорим о проецировании с помощью инструмента Shape Merge. Проецирование помогает «накладывать» сплайн произвольной формы на полигоны объектов, а затем проводить над ними манипуляции. Рассмотрим на примере. Создаем куб и .
Выделяем куб и выбираем Create – Compound – Shape Merge.
Жмем кнопку Pick Shape, надпись спроецировалась на наш куб.
Теперь куб можно перевести в Editable Poly, а затем прорезать углубление, выдавив надпись с помощью Extrude
Обратите внимание, что при переводе в Poly, появляется множество ненужных Edges. Этого, конечно, лучше избегать
Стоит еще отметить, что на изогнутую поверхность сплайн таким методом правильно наложить не получится. Ложась на дугу, форма будет искажаться.
Любое конструирование, будь то в своем доме, или на производстве, подразумевает работу с металлом.
Нередко, во время эксплуатации этого материала, может возникать вопрос: как вырезать круг в ?
Он заслуживает внимания, так как от выбора правильного инструмента и технологии напрямую зависит трудоемкость процесса выполнения работы и качество ее результата.
Металл бывает тонким, или толстым и прочным, поэтому для его нарезки применяются разнообразные инструменты.
Выбор материалов и технологии вырезания также зависит от того, какого диаметра необходим круг и насколько ровным он должен быть.
Применение лобзика
Если есть необходимость в идеально ровном круге, можно воспользоваться электрическим для его вырезания.
Работа выполняется в несколько этапов:
- Сначала определяется толщина металла и подбирается соответствующее пильное полотно для электрического лобзика.
- Перед тем, как вырезать круг в металле лобзиком, на рабочей плоскости намечается контур круга, который будет вырезаться.
- С помощью дрели и сверла (в диаметре составляющего от восьми до десяти миллиметров) вырезается отверстие, с которого будет начинаться работа.
- В полученную щель помещается пильное полотно лобзика и вырезание продолжается по намеченному .
Вырезание с применением этого инструмента не отнимает много времени и сил. Более того, с помощью лобзика можно получить круг с идеальными краями. Но этот инструмент применяется только для работы с металлом минимальной или средней толщины (например 2 — 3 мм).
Применение болгарки
Болгарку используют в работе с металлом небольшой толщины. Образовать этим инструментом круглое отверстие можно, следуя таким пошаговым советам:
- Перед тем, как вырезать круг в металле болгаркой, проводится разметка, чтобы было четко видно его контуры.
- По всей длине намеченного чертежа диском болгарки прорезаются короткие отрезки, которые в итоге соединятся.
- Фигура будет более похожа на многогранник, чем на круг. Поэтому, после окончания вырезания, изделие обрабатывается и зачищается до тех пора, пока края не станут достаточно ровными и гладкими. Для обработки также можно применять болгарку. Если круг имеет широкий , обточить контуры можно крупным диском.
Обрабатывая вырезанный круг с помощью болгарки следует быть внимательным, чтобы диск находился внутри отверстия и, в то же время, был расположен в одной плоскости с рабочим листом.
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях. Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Сверло Уаттса
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.

Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории. Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами. Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
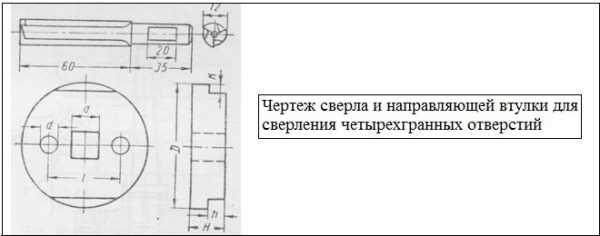
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
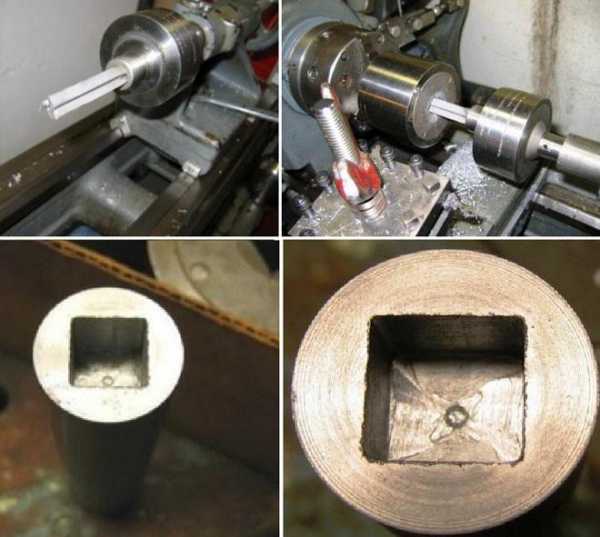
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Как пользоваться?
При использовании сверл Уаттса нет необходимости в специальных станках с насадками. Достаточно обычного станка, если вы планируете работать с металлом. Что касается древесины, взятой в качестве обрабатываемого материала, то для сверления отверстий в ней достаточно обычной дрели, правда, немного усовершенствованной при помощи дополнительных приспособлений.
Для изготовления такого устройства нужно выполнить ряд шагов.
В первую очередь нужно обзавестись фанерным листом или деревянной доской, но не очень толстой. Разумеется, понадобится и непосредственно треугольник Рёло с геометрическими параметрами, соответствующими диаметру используемого сверла Уаттса.
Произвести жесткую фиксацию сверла на получившемся треугольнике.
Для перемещения треугольника с закрепленным сверлом в соответствии с нужной траекторией потребуется деревянная направляющая рамка. Внутри нее вырезается квадратное отверстие, параметры которого такие же, как у того отверстия, что планируется к высверливанию
То, какую толщину имеет рамка, очень важно – она определяет, какой глубины отверстие можно высверлить. Рамку нужно четко зафиксировать в патроне дрели таким образом, чтобы было полное совпадение центра треугольника и оси, по которой вращается патрон электродрели
Рамку нужно четко зафиксировать в патроне дрели таким образом, чтобы было полное совпадение центра треугольника и оси, по которой вращается патрон электродрели.
Вращение сверла должно быть правильным. Для этого оно должно свободно перемещаться вдоль и поперек
Чтобы это обеспечить, необходим передаточный механизм, который и соединит патрон электродрели с хвостовиком насадки. Принцип работы передаточного механизма такой же, какой имеет карданный вал в любом грузовике.
Закрепление деревянной заготовки также должно быть тщательным. Располагают ее таким образом, чтобы ось вращения насадки четко совпала с центром планируемого квадратного отверстия.


Конструкция переходника (передаточного механизма) несложная. В ней есть корпус, плавающий хвостовик, специальное качающееся кольцо, крепежные винты и опорные шарики. Особенностью является сменная втулка – она нужна для того, чтобы можно было закрепить патроны различных станков для обработки металла. Сменить насадку можно довольно быстро.
Как только сборка устройства окончена, а каждый элемент зафиксирован, электрическая дрель готова к тому, чтобы начать высверливание. Да, углы отверстия не будут равны 90 градусов, а будут скруглены, но это решаемая проблема. Округлости дорабатываются самым обычным надфилем. Нужно помнить, что подобное устройство применимо для работы по дереву, причем на не слишком толстых его листах. Это связано с тем, что и сама конструкция не очень жесткая.
Сверло Уаттса имеет недостаток – обрабатывать с его помощью материалы, имеющие большую толщину, не получится.


Пробойники для отверстий в форме квадрата продаются комплектами различных размеров и толщины. В комплекте есть (помимо самого пробойника) матрица, держатель в форме кольца, ограничивающий элемент, и втулка, с помощью которой направляется пробойник.
Чтобы усилить воздействие на штамп, эффективно использование гидравлического домкрата. Отверстия получаются чистыми, ровными, без зазубрин. Особенно качественными считаются инструменты канадской марки Veritas.
Если вы являетесь обладателем инвертора для сварки, можно просто выжечь отверстие любой формы, в том числе и квадратной, конечно, если речь идет о металле как обрабатываемом материале. Чтобы получить отверстие в виде квадрата, необходимо сначала обзавестись заготовкой. Ею является графитовый квадрат того же размера, какой планируется высверлить. Оптимально использовать графит марки ЭЭГ или МПГ.
Работа начинается с формирования круглого отверстия такого размера, чтобы туда вошла графитовая заготовка. После того как заготовка вставлена и закреплена, ее обваривают по периметру. Далее нужно лишь извлечь графитовый квадрат, после чего произвести зачистку и шлифовку получившегося отверстия.


О том, как правильно просверлить квадратное отверстие, вы можете узнать из видео ниже.
Сверло для квадратных отверстий. Открытия Рело и Уаттса
В некоторых случаях необходимо получить отверстия в форме квадрата. Обычные способы малопроизводительны и тяжелы. Самый примитивный из них сводится к предварительному высверливанию отверстия диаметром, равным вписанной в квадрат окружности, и постепенному его продалбливанию. Потребуется инструмент, который сможет работать без вращения инструментальной головки, а также специальный переходник. Проще воспользоваться так называемым «квадратным» сверлом (сверлом Уаттса), или, точнее, фрезой.
Немного истории с геометрией
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом
Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны
Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом. Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны.
Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф
Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату. Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса
В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.
Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.
Сталь для сверла
Сегодня качественные свёрла, работающие быстро и долго, производятся из высоколегированных марок стали. В своём составе такие сплавы содержат более 10% легирующих добавок, таких как вольфрам, хром, ванадий и молибден. Различное процентное соотношение элементов и разнообразные методы закалки стали образуют сплавы, различающиеся по уровню твёрдости, вязкости, сопротивлению нагрузке при ударе, стоимости и другим характеристикам.
Свёрла по металлу – самый широко используемый расходный материал для электрооборудования по нескольким причинам:
- Изделия из металла чаще всего нуждаются в отверстиях для скрепления: резьбового соединения, клёпок и прочих видов соединения.
- Свёрла по металлу возможно применять и при работе с более мягкими материалами, например, с древесиной.
- Технология производства этого типа изделий аналогична принципам производства свёрл для различных направлений применения.
В России и многих других странах наибольшим спросом пользуются свёрла из быстрорежущей стали марки Р6М5, имеющей в составе вольфрам и молибден. Существенно повышается прочность и цена изделий при добавлении в сплав кобальта или покрытием свёрл охлаждающим титан-нитридным напылением.
Устройство и принцип работы
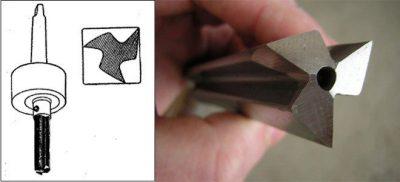
Непосредственно применить фрезу/сверло для квадратных отверстий с профилем треугольника Рело нельзя – необходимы канавки для отвода образующейся стружки.
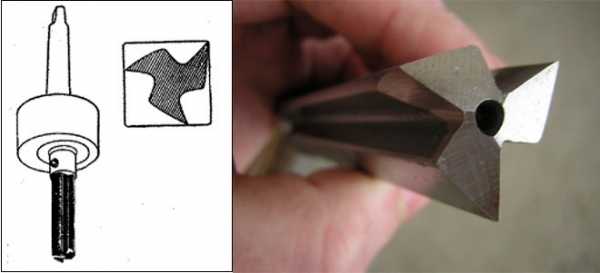
Поэтому (см. рис. 2) профиль рабочей части инструмента представляет собой вышеописанную фигуру, из которой вырезано три полуэллипса. При этом реализуются три цели: снижаются момент инерции сверла, нагрузки на шпиндель, а также повышается режущая способность фрезы.
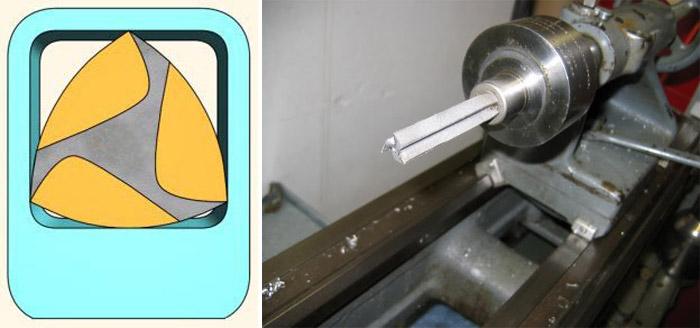
Рисунок 2 – Фактический профиль рабочей части инструмента
Конструкция инструмента такова. Собственно, рабочая часть включает в себя рабочую поверхность, которой производится съём металла и отводящие стружку канавки. Изготавливается фреза-сверло для квадратных отверстий из стали У8 и закаливается до твёрдости HRC 52…56. При особо тяжёлых условиях эксплуатации используются изделия из легированной стали Х12 с твёрдостью HRC 56…60. При нормальной подаче СОЖ и из-за сравнительно небольших температур в зоне обработки стойкость инструмента – высокая.
Более сложную конструкцию имеет шпиндель-переходник. Он включает в себя:
- Корпус.
- Зубчатый венец.
- Посадочное место под основной шпиндель (если инструмент устанавливается в инструментальной головке металлорежущего станка, то переходник имеет вид конуса Морзе).
- Приводной шестерни.
- Основного шпинделя.
- Шестерни зацепления с зубчатым венцом.
- Качающейся втулки.

Для бытовых приспособлений производители фрез/свёрл для квадратных отверстий предлагают накладные рамки, которые соединяются карданной передачей с патроном, и сообщают эксцентрические перемещения режущему инструменту. Толщина такой рамки определяет глубину получаемого отверстия.
Для соединения приспособления с патроном станка необходим ещё специальный переходник. Он состоит из:
- Корпуса.
- Плавающего хвостовика.
- Качающегося кольца.
- Сменной втулки под патроны разных металлообрабатывающих станков.
- Крепёжных винтов.
- Опорных шариков.
Для практического применения рассматриваемого инструмента достаточно придать шпинделю основного оборудования подачу в необходимом направлении. Для изготовления квадратных отверстий с применением такой оснастки пригодны фрезерные протяжные и токарные станки.
Особенности сверл под конфирматы
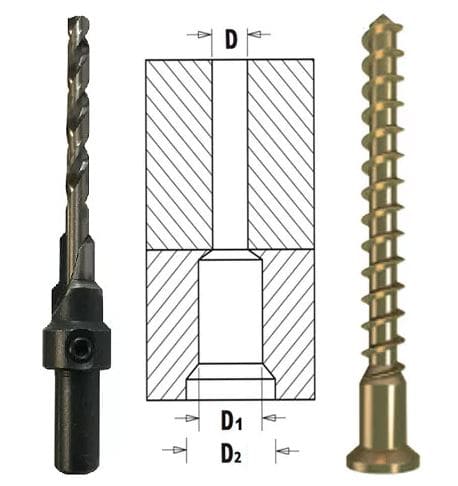
При работе с конфирматным креплением важно правильно определить, какие отверстия сверлить под евровинт. Посмотрев на внешний вид стандартного евровинта, и учитывая то, что он полностью углубляется в тело детали, можно сделать вывод, что необходимо просверлить отверстие с двумя разными диаметрами и конусными участками
Конечно, можно использовать под евровинт сверло постоянного сечения. Вернее понадобится два спиральных сверла различных диаметров и две зенковки. Подбирать под каждый типоразмер конфирмата такой разнообразный набор инструмента довольно сложно, поэтому лучше использовать специальное сверло под евровинт.
Конфирматным сверлом получается отверстие требуемой конфигурации за одну операцию. Такой инструмент состоит из двух разъемных частей. В его состав входит обычное спиральное сверло по дереву определенного диаметра. Этим сверлом в деревянной детали получают отверстие, в которое будет вкручиваться резьбовая часть крепежа.
Второй частью режущего инструмента является фреза, которая вырезает в древесине отверстие под гладкую цилиндрическую часть с переходом, а также коническое углубление под потайную головку. Спиральное сверло входит в центральное отверстие фрезы и фиксируется в ней при помощи специального крепежного болта. Болт вкручивается шестигранным ключом.
Составное сверло для мебельных соединений удобно тем, что при износе центрального спирального сверла по дереву, его можно заменить. Можно взять обычное сверло из набора подходящего диаметра, вставить его во фрезу и закрепить фиксирующим винтом. При использовании подходящего конфирматного сверла евровинт вкручивается в такое отверстие без лишних усилий и не разрушает структуру детали.
Качественное сверло для евровинта изготавливается из быстрорежущей стали и имеет в своей маркировке буквы HSS. Также в маркировке на хвостовике сверла или фрезы должны быть указаны его диаметр и рабочая длина. В комплекте желательно должен идти шестигранный ключ для затягивания фиксирующего болта. Хвостовик у фрезы обычно имеет цилиндрическую форму и может быть установлен в патрон обычной дрели или шуруповерта. Сверла для ЛДСП должно иметь повышенную прочность, надежность и хорошую заточку режущих граней.
Область применения
Конические сверла по металлу применяются для получения отверстий в листовом и тонкостенном металле. Обычно толщина обрабатываемого металла составляет от 1 до 4 миллиметров и зависит от высоты ступени сверла. Если высота ступени составляет 4 миллиметра, то и максимальная толщина листа или металлопроката, которые поддаются обработке, составит, соответственно, 4 миллиметра. Ступенчатое сверло позволяет работать даже с тонколистовым металлом.
Отметим, что бывают также сверла конические для обработки не только металла, но и древесины, пластика, гипсокартона, текстолита.
Коническое сверло (иногда мастера называют его сверло морковка) выделяется также тем, что при правильной работе с ним отверстие практически не имеет дефектов. Грамотное использование инструмента позволяет получить ровные стенки и края отверстия, отсутствие заусенцев и трещин. После сверления отсутствует необходимость дополнительной обработки отверстий. Поэтому часто мастера используют их для того, чтобы исправить дефекты отверстий, полученных другим типом сверлильного инструмента.
Качественное конусное сверло по металлу имеет твердые острые кромки, что позволяет ему работать с металлом с высокой плотностью и твердостью. Некоторые сверла также имеют абразивное напыление, что еще больше повышает их эффективность. Там, где другой инструмент бессилен, часто очень удобно воспользоваться рассматриваемым видом сверл.
Конусное сверло имеет острый наконечник, что позволяет проводить операцию сверления без предварительного кернения и дополнительной центровки.
Основные этапы сверления глубоких отверстий
Сверление глубоких отверстий в металле обычно выполняют в такой последовательности:
- Производится сверление в детали подготовительного отверстия с немного меньшим диаметром с допуском Н8.
- Основной обрабатывающий инструмент запускают на низких оборотах и медленно перемещают к торцу детали.
- Постепенно выводят инструмент на необходимые по технологии обороты и начинают подвод смазывающе-охлаждающей жидкости.
- Производят сверление детали на необходимую глубину. При этом инструмент не уводят из отверстия.
- Если по технологии используется инструмент значительной длины, то первую четверть реза выполняют на сниженной частоте вращения. Остальную часть отверстия вырезают на номинальной частоте вращения.
- При достижении необходимого значения глубины прекращают подачу смазочно-
- охлаждающей жидкости к инструменту.
- Затем сверло быстро отводят из зоны сверления и останавливают работу агрегата.
Данная технология является стандартной и может отличаться в зависимости от применяемого инструмента и металлообрабатывающих аппаратов.
Достоинства и недостатки
Корончатые сверла получили широкое распространение в металлообработке благодаря сочетанию ряда положительных свойств, среди которых можно выделить следующие:
- При помощи данного инструмента можно получить на простом оборудовании отверстия диаметром до 200 миллиметров. В то время как обычные спиральные сверла вырезают металл по всему сечению отверстия, корончатые обрабатывают его только по периметру. Соответственно, количество вырезаемого металла значительно меньше. Поэтому происходит значительная экономия затрачиваемой на работу энергии.
- При сверлении крупных отверстий обычными сверлами нужно предварительно выполнять пилотные пазы небольших диаметров. Затем происходит переработка в стружку всего объема материала, находящегося внутри будущего отверстия. Корончатое сверло выполняет отверстие за одну операцию и значительно быстрее. Таким образом, их применение приводит к экономии времени на работу и повышает производительность процесса.
- Конфигурация режущего профиля сверла коронки благоприятствует получению высоких показателей шероховатости внутренней поверхности отверстия. Добиться такой чистоты поверхности обычными сверлами очень трудно. Для этого будет необходимо дополнительно обрабатывать металл при помощи других технологических операций механической обработки.
- Кольцевые сверла по металлу из быстрорежущей стали прослужат в работе очень долго, поскольку они могут поддаваться многократной заточке. Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться.
- При помощи кольцевых сверл можно сверлить отверстия не только на плоских поверхностях, но и в деталях со сложной криволинейной поверхностью. Работа со спиральными сверлами в таких случаях предполагает множество подготовительных операций и применение различных хитростей. Коронками же можно с легкостью сверлить трубы. Обработку труб больших диаметров, которые невозможно поместить в станок, можно легко осуществить с помощью магнитных сверлильных станков с установкой в патрон корончатого сверла. Для этого хорошо подходят сверла из быстрорежущей стали.
- Благодаря своей конструкции сверлильные коронки имеют значительно меньший вес по сравнению с традиционным инструментом. Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.
- Проводить операцию механической обработки с помощью корончатого сверла по металлу значительно проще, чем спиральным инструментом. Данный инструмент даже без подготовительных операций хорошо центрируется и позволяет получить ровное перпендикулярное к поверхности отверстие.
- При установке на металлообрабатывающие станки специальных сборных корончатых сверл легко добиться хорошего охлаждения и смазки инструмента. Смазывающе-охлаждающая жидкость подается к зоне обработки через внутреннее отверстие в инструменте, а поэтому попадает на режущую кромку в достаточном количестве.
Несмотря на огромное количество вышеперечисленных достоинств, кольцевое сверло по металлу имеет и несколько весомых недостатков, среди которых можно выделить следующие два:
- При помощи этого инструмента можно получить в металле только лишь сквозные отверстия. Для выполнения глухих отверстий придется применять другой режущий инструмент.
- Более распространены корончатые кольцевые сверла, режущая часть которых выполнена из наплавленных твердосплавных зубьев. Такой инструмент не поддается затачиванию зубьев, а поэтому после того как его режущие свойства ухудшились, он приходит в состояние негодности.
Что такое конфирмат?
Данный вид крепежа получил свое название от названия торгового бренда «Confirmat», под которым он появился на рынке немецкой мебельной фурнитуры. Другими его устоявшимися названиями являются термины «евровинт» и «шурупная мебельная стяжка».
Конфирмат представляет собой металлический цилиндрический стержень с переменным диаметром. С одной стороны евровинта имеется резьба с большой высотой витков. Резьба занимает большую часть длины винта и заканчивается плоским торцом без заострения, как у шурупов. С другой стороны конфирмата резьбовой участок переходит в небольшую по длине конусную часть и далее в гладкую цилиндрическую часть.
Внешний диаметр резьбы евровинта равен наружному диаметру цилиндрической части. Оканчивается конфирмат головкой потайного типа, в которой имеется паз под шестигранную отвертку размеров 3 или 4 миллиметра. Иногда головка может иметь исполнение под шлиц для крестообразной отвертки.
Материалом для изготовления служат обычно легкие металлические сплавы. На поверхность крепежа для защиты от коррозии и усиления поверхностного слоя наносят защитное покрытие. Чаще всего на поверхность винтов наносят цинковое покрытие. Именно из-за переменного сечения конфирмата при его использовании приходится применять специальные мебельные сверла.
Как правильно выбрать ступенчатое сверло?
Для правильного выбора ступенчатого сверла нужно определиться с целями, для которых будет использоваться инструмент. Таким образом, необходимо определить отверстия каких размеров необходимо сверлить
Особенно важно значение наименьших и наибольших диаметров, которые планируется выполнять
Также следует определиться на каком ручном инструменте либо станке будет использоваться сверло. От этого зависит тип хвостовика, который должен быть на сверле. Поэтому следует внимательно изучить разъем патрона под сверло и четко знать форму и размеры хвостовика. Если же хвостовик не будет подходить под имеющиеся разъемы, придется отдельно приобретать специальный переходник.
Важно определиться с производителем и уровнем инструмента. Как уже отмечалось, ступенчатые конические сверла ярко-золотистого цвета производятся с примесями кобальта и титана, с абразивным покрытием и имеют высокую твердость
Они прослужат дольше и позволят работать с толстым прокатом, нержавеющими и легированными сталями.