Самые прочные металлы в мире: топ-10
Содержание:
- Основные характеристики
- Различие между консервными банками импортного и отечественного производства
- Классификация
- Изделия из стали
- Свойства стали
- Разновидности некоторых сталей
- Устойчивое будущее стали
- Марки стали по ГОСТу 14959–79
- 1 Инструментальные стали и сплавы – общие сведения
- Классификация
- Особенности процесса производства стали
Основные характеристики
Жаропрочные стали и сплавы могут использоваться для изготовления изделий, которые могут эксплуатироваться при воздействии высоких температур. Обычные стали при воздействии агрессивной среды могут медленно деформироваться, так как воздействие повышенной температуры становится причиной повышения пластичности.
Для того чтобы определить характеристики жаропрочной стали проводятся специальные испытания, особенностями которых можно назвать нижеприведенные моменты:
- Жаропрочные стали размещают в печи, после чего нагревают до определенной температуры.
- На помещенный сплав оказывается растягивающая нагрузка.
Среди других особенностей отметим следующие моменты:
- Высокую жаростойкость. Даже при длительном воздействии высокой температуры основные эксплуатационные качества сплава остаются неизменными.
- Прочность к механическому воздействию. При этом металл может сохранять длительную прочность при температурах, которые в иных случаях становятся причиной перестроения кристаллической сетки и изменения основных качеств.
- Химический состав сплава также остается неизменным несмотря на воздействие агрессивной среды. Некоторые жаропрочные стали способны выдерживать воздействие агрессивной среды, представленной газами, кислотами и другими веществами.
- Низкий показатель прокаливаемости и свариваемости создает довольно много проблем при изготовлении деталей путем сварки.
- При добавлении хрома и некоторых других легирующих элементов материал становится коррозионностойким.
Жаропрочная сталь
По тому, сколько жаропрочная сталь может выдерживать воздействие рабочей среды выделяют две категории:
- Стали жаропрочные длительного нагрева. Подобный материал может выдерживать длительное воздействие, но при этом температура зачастую не достигает критических значений. Примером можно назвать трубы, которые применяются для транспортировки различной среды
- Стали жаропрочные кратковременного нагрева применяются в случае стремительного скачка температуры, значение которой может составлять несколько тысяч градусов Цельсия.
Жаростойкая сталь не подвержены деформации и разрушению по причине необычного химического состава. Именно поэтому основная классификация проводится по концентрации определенных легированных элементов.
Различие между консервными банками импортного и отечественного производства
Пищевая белая жесть, изготавливаемая в России и странах ближнего зарубежья, проходит только однократную прокатку. Используется холодная технология с результатом в виде стальных полос заданной толщины, которые впоследствии отжигаются. Завершающий этап, перед превращением черной жести в белую – дрессировка. Это процесс позволяет улучшить ряд характеристик стального листа: плоскостность, твердость, минимизация линий сдвига.

Консервные банки из луженой стали
Зарубежная технология предусматривает замену дрессировки дополнительной процедурой холодной прокатки. Повторный процесс проходит с использованием специальных смазочных материалов. Суть технологи двукратной прокатки заключается в снижении толщины листа до 50%. В цифрах это выражается интервалом 0.12 – 0.24 мм. Как результат, получается жесть белая консервная с меньшим расходом металла на банку. При этом сохраняется эластичность металлического профиля и повышается его прочность. Еще один нюанс связан с хорошо выраженной анизотропией механических характеристик после повторной прокатки. Поэтому дальнейшее использование белой жести производится с учетом направления прокатывания профиля.
Классификация
По химическому составу нержавеющие стали делятся на:
- Хромистые, которые, в свою очередь, по структуре делятся на;
- Мартенситные;
- Полуферритные (мартенисто-ферритные);
- Ферритные;
- Хромоникелевые;
- Аустенитные
- Аустенитно-ферритные
- Аустенитно-мартенситные
- Аустенитно-карбидные
- Хромомарганцевоникелевые (классификация совпадает с хромоникелевыми нержавеющими сталями).
Различают аустенитные нержавеющие стали, склонные к межкристаллитной коррозии, и стабилизированные — с добавками Ti и Nb. Значительное уменьшение склонности нержавеющей стали к межкристаллитной коррозии достигается снижением содержания углерода (до 0,03 %).
Нержавеющие стали, склонные к межкристаллитной коррозии, после сварки, как правило, подвергаются термической обработке.
Широкое распространение получили сплавы железа и никеля, в которых за счёт никеля аустенитная структура железа стабилизируется, а сплав превращается в слабо-магнитный материал.
Мартенситные и мартенсито-ферритные стали
Мартенситные и мартенситно-ферритные стали обладают хорошей коррозионной стойкостью в атмосферных условиях, в слабоагрессивных средах (в слабых растворах солей, кислот) и имеют высокие механические свойства. В основном их используют для изделий, работающих на износ, в качестве режущего инструмента, в частности, ножей, для упругих элементов и конструкций в пищевой и химической промышленности, находящихся в контакте со слабоагрессивными средами. К этому виду относятся стали типа 30Х13, 40Х13 и т. д.
Ферритные стали
Эти стали применяют для изготовления изделий, работающих в окислительных средах (например, в растворах азотной кислоты), для бытовых приборов, в пищевой, легкой промышленности и для теплообменного оборудования в энергомашиностроении.
Ферритные хромистые стали имеют высокую коррозионную стойкость в азотной кислоте, водных растворах аммиака, в аммиачной селитре, смеси азотной, фосфорной и фтористоводородной кислот, а также в других агрессивных средах. К этому виду относятся стали 400 серии.
Аустенитные стали
Основным преимуществом сталей аустенитного класса являются их высокие служебные характеристики (прочность, пластичность, коррозионная стойкость в большинстве рабочих сред) и хорошая технологичность . Поэтому аустенитные коррозионностойкие стали нашли широкое применение в качестве конструкционного материала в различных отраслях машиностроения. Теоретически изделия из аустенитных нержавеющих сталей при нормальных условиях — немагнитные, но после холодного деформирования (любой мехобработки) могут проявлять некоторые магнитные свойства (часть аустенита превращается в феррит).
Аустенито-ферритные и аустенито-мартенситные стали
Аустенито-ферритные стали. Преимущество сталей этой группы — повышенный предел текучести по сравнению с аустенитными однофазными сталями, отсутствие склонности к росту зёрен при сохранении двухфазной структуры, меньшее содержание остродефицитного никеля и хорошая свариваемость.
Аустенито-ферритные стали находят широкое применение в различных отраслях современной техники, особенно в химическом машиностроении, судостроении, авиации.
К этому виду относятся, стали типа 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т.
Аустенито-мартенситные стали. Потребности новых отраслей современной техники в коррозионностойких сталях повышенной прочности и технологичности привели к разработке сталей мартенситного (переходного) класса. Это стали типа 07Х16Н6, 09Х15Н9Ю, 08Х17Н5М3.
Сплавы на железоникелевой и никелевой основе.
При изготовлении химической аппаратуры, особенно для работы в серной и соляной кислотах, необходимо применять сплавы с более высокой коррозионной стойкостью, чем аустенитные стали. Для этих целей используют сплавы на железноникелевой основе типа 04ХН40МТДТЮ и сплавы на никельмолибденовой основе Н70МФ, на хромоникелевой основе ХН58В и хромоникельмолибденовой основе ХН65МВ, ХН60МБ.
Изделия из стали
Металлообрабатывающая промышленность выпускает обширную номенклатуру различных стальных изделий.
Профильную сталь применяют для изготовления при помощи сварки или клепки разнообразных стальных строительных конструкций (каркасы и фермы промышленных и гражданских зданий, пролетные строения мостов, опоры ЛЭП, фонари освещения зданий и т. д.). Кроме того, из прокатной и штампованной стали специальных профилей выполняют оконные переплеты промышленных и общественных зданий.
Прокатную сталь квадратного сечения, а также полосовую сталь используют в строительстве для различных целей. Круглую сталь, в основном, употребляют в качестве арматуры для железобетона.
Прокатная листовая сталь имеет ряд разновидностей: прокатная толстолистовая шириной 600-3800 и толщиной 4-160 мм; прокатная тонколистовая шириной 600-1400 и толщиной 0,5-4 мм; листовая кровельная, в том числе оцинкованная, шириной 510-1500 и толщиной 0,5-2 мм, а также листовая волнистая и рифленая.
Прокатную сталь для шпунтованных свай выпускают разнообразных профилей; ее применяют для гидротехнического строительства.
Стальные трубы цельнотянутые и сварные 059-1620 мм используют для магистральных газо- и нефтепроводов, водоснабжения, отопления и других целей.
Мелкие стальные изделия в виде болтов, гаек, шайб, заклепок широко применяют при изготовлении из прокатных стальных профилей разнообразных строительных конструкций. Любое строительство в настоящее время не обходится без стальных крепежных изделий — шурупов, винтов, гвоздей, скоб, а также без скобяных изделий, необходимых для комплектации дверных и оконных блоков, санитарно-технических кабин (петли, ручки, замки и др.).
Стальная арматура. Большое количество стали используют в качестве арматуры в железобетоне. В среднем для получения 1 м3 железобетона требуется 50-100 кг стали. Для армирования железобетона используют стальные стержни и проволоку как непосредственно, так и в виде сеток и каркасов, изготовляемых в основном заводским методом.
В зависимости от условий применения арматуру подразделяют на ненапрягаемую, используемую для обычного армирования, и напрягаемую, используемую в предварительно напряженном железобетоне.
Стержневая арматурная сталь представляет собой горячекатаные стержни диаметром 06-80 мм. В зависимости от марки стали и соответственно от физико-механических показателей стержневая арматура делится на шесть классов. С повышением класса увеличивается предел прочности и снижается относительное удлинение при разрыве арматурной стали.
В зависимости от механических свойств стержневую арматуру разделяют на классы с условным обозначением А. Условные обозначения классов горячекатаной арматурной стали: А-1, А-2, А-3, А-4 и др. При обозначении класса термически упрочненной арматурной стали к индексу «А» добавляют индекс «т», например Ат-3. Сталь, упрочненную вытяжкой, обозначают по классу исходной горячекатаной стали, но при этом добавляют еще индекс «в», например Ав-3.
Арматурные стержни класса А-1 — гладкие, А-2 — А-6 — периодического профиля что улучшает их сцепление с бетоном. Стержневую арматуру диаметром более 10 мм поставляют в виде прутков длиной от 6 до 18м; диаметром 6-9 мм (называемую катанкой) — в бухтах и выпрямляют в стержни на месте применения.
Стальную арматурную проволоку изготовляют двух классов: В-1 — из низкоуглеродистой стали (предел прочности 550-580 МПа) и В-2 — из высокоуглеродистой или легированной стали (предел прочности 1300-1900 МПа).
Проволока класса В-1 предназначена для армирования бетона без предварительного напряжения, В-2 — для предварительного напряженного армирования. Если на проволоке делают рифления для улучшения сцепления с бетоном, то в обозначении добавляют букву «р» (например Вр-1 или Вр-2).
Из стальной арматурной стали изготовляют также арматурные сетки и каркасы, нераскручивающиеся : (трех-, семи- и двенадцатипроволочные) марок П-3, П-7 и П-12 и стальные канаты. Канаты и пряди используют для напряженной арматуры.
Арматурную сталь необходимо хранить в закрытых помещениях или под навесом на стеллажах раздельно по видам и маркам стали, а также по диаметрам. При этом рекомендуется следить за сохранностью на торцах стальных стержней разных марок меток, сделанных несмываемыми красками, за сохранностью заводских бирок, прикрепленных к пучкам, пакетам и моткам арматурной стали. При хранении арматурной стали необходимо предохранять ее от загрязнения и коррозии.
Свойства стали
Физические свойства
- плотность ρ ≈ 7,86 г/см3; коэффициент линейного теплового расширения α = (11…13)·10−6 K−1;
- коэффициент теплопроводности k = 58 Вт/(м·K);
- модуль Юнга E = 210 ГПа;
- модуль сдвига G = 80 ГПа;
- коэффициент Пуассона ν = 0,28…0,30;
- удельное электросопротивление (20 °C, 0,37—0,42 % углерода) = 1,71·10−7 Ом·м.
Зависимость свойств от состава и структуры
Свойства сталей зависят от их состава и структуры, которые формируются присутствием и процентным содержанием следующих составляющих.
Углерод — элемент, с увеличением содержания которого в стали увеличивается её твёрдость и прочность, при этом уменьшается пластичность.
Кремний и марганец (в пределах 0,5 … 0,7 %) существенного влияния на свойства стали не оказывают. Эти элементы вводятся в большинство углеродистых и низколегированных марок сталей во время операции раскисления (сначала — ферромарганец, затем — ферросилиций, как дешевые раскисляющие ферросплавы).
Сера является вредной примесью, образует с железом химическое соединение FeS (сернистое железо). Сернистое железо в сталях образует с железом эвтектику с температурой плавления 1258 К, которая обусловливает ломкость материала при обработке давлением с подогревом. Указанная эвтектика при термической обработке расплавляется, в результате чего между зернами теряется связь с образованием трещин. Кроме этого, сера уменьшает пластичность и прочность стали, износостойкость и коррозионную стойкость.
Фосфор также является вредной примесью, т. к. придает стали хладноломкость (хрупкость при пониженных температурах). Это объясняется тем, что фосфор вызывает сильную внутрикристаллическую ликвацию. Однако существует группа сталей с повышенным содержанием фосфора, так называемые — «автоматные стали», металлоизделия из которых легко поддаются обработке резанием (например, болты, гайки и пр. на револьверных токарных станках-полуавтоматах).
Феррит — железо с объемноцентрированной кристаллической решеткой. Сплавы на его основе обладают мягкой и пластичной микроструктурой.
Цементит — карбид железа, химическое соединение с формулой Fe3C, наоборот, придаёт стали твёрдость. При появлении в структуре заэвтектоидной стали свободного цементита (при С более 0,8 %) пропадает четкая связь между содержанием углерода и комплексом механических свойств: твердостью, ударной вязкостью и прочностью.
Перлит — эвтектоидная (мелкодисперсная механическая смесь) смесь двух фаз — феррита и цементита, содержит 1/8 цементита (точнее — согласно правилу «рычага», если пренебречь растворимостью углерода в феррите при комнатной температуре — 0,8/6,67) и поэтому имеет повышенную прочность и твёрдость по сравнению с ферритом. Поэтому доэвтектоидные стали гораздо более пластичны, чем заэвтектоидные.
Стали содержат до 2,14 % углерода. Фундаментом науки о стали как сплава железа с углеродом является диаграмма состояния сплавов железо-углерод — графическое отображение фазового состояния сплавов железа с углеродом в зависимости от их химического состава и температуры. Для улучшения механических и других характеристик сталей применяют легирование. Главная цель легирования подавляющего большинства сталей — повышение прочности за счет растворения легирующих элементов в феррите и аустените, образования карбидов и увеличения прокаливаемости. Кроме того, легирующие элементы могут повышать устойчивость против коррозии, термостойкость, жаропрочность и др. Такие элементы, как хром, марганец, молибден, вольфрам, ванадий, титан образуют карбиды, а никель, кремний, медь, алюминий карбидов не образуют. Кроме того, легирующие элементы уменьшают критическую скорость охлаждения при закалке, что необходимо учитывать при назначении режимов закалки (температуры нагрева и среды для охлаждения). При значительном количестве легирующих элементов может существенно измениться структура, что приводит к образованию новых структурных классов по сравнению с углеродистыми сталями.
Разновидности некоторых сталей
| Марки стали | Термообработка | Твёрдость (сердцевина-поверхность) |
|---|---|---|
| 35 | нормализация | 163—192 HB |
| 40 | улучшение | 192—228 HB |
| 45 | нормализация | 179—207 HB |
| 45 | улучшение | 235—262 HB |
| 55 | закалка и высокий отпуск | 212—248 HB |
| 60 | закалка и высокий отпуск | 217—255 HB |
| 70 | закалка и высокий отпуск | 229—269 HB |
| 80 | закалка и высокий отпуск | 269—302 HB |
| У9 | отжиг | 192 HB |
| У9 | закалка | 50—58 HRC |
| У10 | отжиг | 197 HB |
| У10 | закалка | 62—63 HRC |
| 40Х | улучшение | 235—262 HB |
| 40Х | улучшение+закалка токами выс. частоты | 45-50 HRC; 269—302 HB |
| 40ХН | улучшение | 235—262 HB |
| 40ХН | улучшение+закалка токами выс. частоты | 48-53 HRC; 269—302 HB |
| 35ХМ | улучшение | 235—262 HB |
| 35ХМ | улучшение+закалка токами выс. частоты | 48-53 HRC; 269—302 HB |
| 35Л | нормализация | 163—207 HB |
| 40Л | нормализация | 147 HB |
| 40ГЛ | улучшение | 235—262 HB |
| 45Л | улучшение | 207—235 HB |
Устойчивое будущее стали
Большая часть нержавеющей стали в мире производится в мини-мельницах. Эти металлоконструкции не производят сталь с нуля, а скорее расплавляют металлолом для повторного использования. Самая распространенная печь в мини-мельнице — электродуговая печь, также изобретенная Уильямом Сименсом, использует углеродные электроды для создания электрического заряда для плавления металла.
Распространение мини-заводов в последние полвека было решающим шагом к переработке старой стали, но для достижения полностью устойчивой плавки предстоит пройти долгий путь. Кованая сталь является известным источником выбросов парниковых газов. Основной кислородный процесс, все еще широко используемый сегодня, был разработан почти столетие назад, когда последствия изменения климата только вступали в круг научных исследований. Основной кислородный процесс все еще сжигает уголь, выделяя примерно в четыре раза больше углекислого газа, чем электрические печи. Но постепенный отказ от кислородных взрывов для электрической дуги не является устойчивым решением — только столько металлолома доступно для переработки.
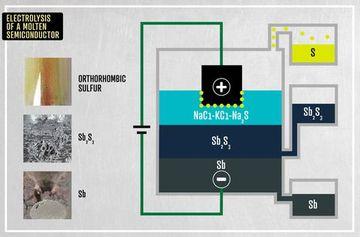
Сегодня металлурги находятся на ранних стадиях разработки экологически чистых методов производства стали. В Массачусетском технологическом институте исследователи испытывают новые технологии на основе электричества для плавки металлов. Эти методы электрической плавки могут значительно снизить выбросы парниковых газов, если их можно улучшить, чтобы они работали на металлах с более высокой температурой плавления, таких как железо и сталь.
Дополнительные идеи, которые были использованы для ограничения выбросов автомобилей, также испытываются. В феврале прошлого года австрийский производитель Voestalpine начал строительство мельницы, предназначенной для замены угля водородным топливом — технологии, которая, вероятно, появится как минимум через два десятилетия. В качестве временного ограничения правительство Китая даже ввело ограничения на производство стали в своей стране в прошлом году.
Ставки изменились в 21 веке. Но вопрос остается таким же, каким он был когда-либо, таким же, каким он был для тех, кто укомплектовал тигли Индии, доменные печи Германии и литейные заводы Америки. Как нам стать лучше в производстве стали?
Марки стали по ГОСТу 14959–79
Это стали с высоким содержанием углерода, но с малым легированием. Госстандарт 14959 обозначает – легированный сплав следующих марок:
- 3К-7 – применяется в выработке проволоки холоднотянутым способом, из которой изготавливают пружины, незакаливаемые;
- 50ХГ – производят рессоры для автомашин и пружины для жд. составов;
- 50ХГА – назначение в производстве как у предыдущей марки рессорно пружинной стали;
- 50ХГФА – выпускают особенные пружины и рессорные детали для машин;
- 50ХСА – пружины специального назначения и небольшие детали для механизмов часов;
- 50ХФА – изготавливают детали с повышенной нагрузкой, с требованиями высочайшей устойчивости и прочности, которые действуют при больших температурах – до 300 градусов.
- 51ХФА – для пружинной проволоки;
- 55С2 — для производства пружинных механизмов и рессор, используемых в тракторостроении, машиностроении, для подвижных составов на ж/д;
- 55С2А – производят авторессоры, пружины для поездов;
- 55С2ГФ – для выработки очень прочных пружин специального направления, авторессор;
- 55ХГР – производят полосовую сталь пружинную, толщина которой варьируется от 3 до 24 мм;
- 60Г – для выработки круглых и гладких пружин, колечки и прочие выработки пружинного типа, обладающих высокой стойкостью к изнашиванию и упругостью, например, скобы, втулки, тамбурины для тормозящих систем, применяемые в тяжелом машиностроении;
Интересно: торсионная сталь, марки 60С2 – пружины высокой нагрузки, фрикционные диски, пружинные шайбочки;
- 60С2А – производят те же изделия, что из стали предыдущего типа;
- 60С2Г – тип рессорной стали, из которой производят тракторные и авторессоры;
- 60С2Н2А – производят ответственные рессоры с высокой нагрузкой на сплав;
- 60С2ХА – для выработки высоконагруженных пружинных продуктов, на которые производится постоянная нагрузка;
- 60С2ХФА – это круглая сталь с элементами калибровки, из которой производят пружины и пластины рессор с высокой ответственностью;
- 65 – изготавливают детали с повышенной прочностью и упругостью, которые эксплуатируются при большом давлении при высоких статистических нагрузках и сильной вибрации;
- 65Г – изготавливают детали, которые будут работать без ударных нагрузок;
- 65ГА – проволока для пружин, прошедшая закалку;
- рессорная сталь марки — 65С2ВА, высоконагруженные рессорные пласты и пружины;
- 68А – закаленная проволока для производства пружинных приспособлений калибром 1.2-5,5 мм;
- 70 – детали для машиностроения, от которых необходима повышенная износоустойчивость;
- 70Г – для пружинных элементов;
- 70Г2 — производят землеройные ножи и пружины для разных отраслей промышленной индустрии;
- 70С2ХА – пружинные элементы для часовых устройств и большие пружины специального назначения;
- 70С3А – пружины с большой нагрузкой;
- марка рессорно пружинной стали 70ХГФА – проволока для выработки пружинных элементов с термообработкой;
- 75 – любые пружинные и другие детали, используемые в машиностроении, на которые оказывается большая нагрузка вибрациями;
- 80 – для выработки плоских деталей;
- 85 – износостойкие детали;
- SH, SL, SM, ДН, ДМ – машинные пружины, работающие при статистических нагрузках;
- КТ-2 – для выработки холоднотянутой проволоки, которая навивается без термической обработки.
Первыми цифрами обозначается среднее содержание углерода в конкретной стали и обозначается она в процентном эквиваленте. После цифр идет литера, обозначающая конкретные легирующие присадки добавлены в сплав, а последнее число – это содержание добавок. Стоит отметить, что если легирующего связующего меньше 1,5%, то число не пишется, содержание больше чем 2,5% обозначается тройкой, промежуточное значение между двумя первыми значениями – прописывается цифрой 2.
Пружинный прокат будь то некорродирующая полоса, листы, шестигранники или квадраты, подразделяются на группы с некоторыми характеристиками:
- химический состав – первоклассная нержавеющая листовая спецсталь, которая нормируется по значениям от 1 до 4Б;
- способ обработки – горячекатаная полоса, поверхность которой обтачивается или шлифуется, калиброванный прокат, кованный, специально отделанный прокат.
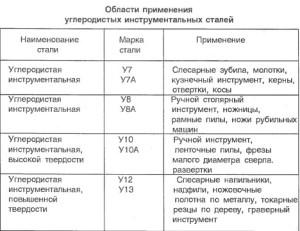
1 Инструментальные стали и сплавы – общие сведения
Под инструментальными подразумевают такие стали, в составе которых содержится не менее 0,7 процента углерода. В большинстве случаев они характеризуются доэвтектоидной, ледебуритной либо заэвтектоидной структурой.
Между собой они отличаются наличием вторичных карбидов (их нет в доэвтектоидных сплавах). При этом во всех структурах обязательно присутствуют карбиды, образующиеся при эвтектоидных модификациях или в процессе распада мартенсита.
Инструментальная сталь может предназначаться для:
- холодного и горячего деформирования (штамповочная);
- изделий высокой точности;
- режущего инструмента;
- измерительных изделий;
- литейных прессформ, используемых под давлением.
В связи с этим любые марки инструментальной стали обязаны иметь достаточную вязкость (если они применяются для ударных изделий), высокую прочность, хорошую износостойкость и твердость. Кроме того, было установлено, что разные виды инструментальных сталей должны характеризоваться и рядом особых свойств, что позволяет изготавливать инструменты различных категорий.
Например, сплавы для холодной деформации должны дополнительно обладать гладкой поверхностью, высокой формо- и размероустойчивостью, а также пределом упругости и текучести при сжатии (так называемая «прочность на сжатие»), сплавы для деформации в горячих условиях – повышенной теплопроводностью, стойкостью к термическим колебаниям и против отпуска, теплостойкостью. Аналогичным требованиям должны соответствовать и инструментальные стали для режущего инструмента.
Также существует и несколько специальных технологически характеристик, коим обязаны соответствовать описываемые нами сплавы:
хорошая обрабатываемость резкой;
нечувствительность к перегреву;
малая восприимчивость к прилипанию и привариванию;
шлифуемость (шлифование металла важно для качественной эксплуатации инструмента, изготавливаемого из него);
хорошая прокаливаемость;
в горячем состоянии – пластичность;
невосприимчивость к обезуглероживанию;
малая склонность к образованию трещин на металле.
Классификация
По химическому составу нержавеющие стали делятся на:
- Хромистые, которые, в свою очередь, по структуре делятся на;
- Мартенситные;
- Полуферритные (мартенисто-ферритные);
- Ферритные;
- Хромоникелевые;
- Аустенитные
- Аустенитно-ферритные
- Аустенитно-мартенситные
- Аустенитно-карбидные
- Хромомарганцевоникелевые (классификация совпадает с хромоникелевыми нержавеющими сталями).
Различают аустенитные нержавеющие стали, склонные к межкристаллитной коррозии, и стабилизированные — с добавками Ti и Nb. Значительное уменьшение склонности нержавеющей стали к межкристаллитной коррозии достигается снижением содержания углерода (до 0,03 %).
Нержавеющие стали, склонные к межкристаллитной коррозии, после сварки, как правило, подвергаются термической обработке.
Широкое распространение получили сплавы железа и никеля, в которых за счёт никеля аустенитная структура железа стабилизируется, а сплав превращается в слабо-магнитный материал.
Мартенситные и мартенсито-ферритные стали
Мартенситные и мартенситно-ферритные стали обладают хорошей коррозионной стойкостью в атмосферных условиях, в слабоагрессивных средах (в слабых растворах солей, кислот) и имеют высокие механические свойства. В основном их используют для изделий, работающих на износ, в качестве режущего инструмента, в частности, ножей, для упругих элементов и конструкций в пищевой и химической промышленности, находящихся в контакте со слабоагрессивными средами. К этому виду относятся стали типа 30Х13, 40Х13 и т. д.
Ферритные стали
Эти стали применяют для изготовления изделий, работающих в окислительных средах (например, в растворах азотной кислоты), для бытовых приборов, в пищевой, легкой промышленности и для теплообменного оборудования в энергомашиностроении.
Ферритные хромистые стали имеют высокую коррозионную стойкость в азотной кислоте, водных растворах аммиака, в аммиачной селитре, смеси азотной, фосфорной и фтористоводородной кислот, а также в других агрессивных средах. К этому виду относятся стали 400-й серии.
Аустенитные стали
Основная статья: Аустенитная нержавеющая сталь
Основным преимуществом сталей аустенитного класса являются их высокие служебные характеристики (прочность, пластичность, коррозионная стойкость в большинстве рабочих сред) и хорошая технологичность. Поэтому аустенитные коррозионностойкие стали нашли широкое применение в качестве конструкционного материала в различных отраслях машиностроения. Теоретически изделия из аустенитных нержавеющих сталей при нормальных условиях — немагнитные, но после холодного деформирования (любой мехобработки) могут проявлять некоторые магнитные свойства (часть аустенита превращается в феррит).
Аустенито-ферритные и аустенито-мартенситные стали
- Аустенито-ферритные стали
Преимущество сталей этой группы — повышенный предел текучести по сравнению с аустенитными однофазными сталями, отсутствие склонности к росту зёрен при сохранении двухфазной структуры, меньшее содержание остродефицитного никеля и хорошая свариваемость.
Аустенито-ферритные стали находят широкое применение в различных отраслях современной техники, особенно в химическом машиностроении, судостроении, авиации.
К этому виду относятся, стали типа 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т.
- Аустенито-мартенситные стали
Потребности современной техники в коррозионностойких сталях повышенной прочности и технологичности привели к разработке сталей мартенситного (переходного) класса. Это стали типа 07Х16Н6, 09Х15Н9Ю, 08Х17Н5М3.
- Сплавы на железоникелевой и никелевой основе
При изготовлении химической аппаратуры, особенно для работы в серной и соляной кислотах, необходимо применять сплавы с более высокой коррозионной стойкостью, чем аустенитные стали. Для этих целей используют сплавы на железноникелевой основе типа 04ХН40МТДТЮ и сплавы на никельмолибденовой основе Н70МФ, на хромоникелевой основе ХН58В и хромоникельмолибденовой основе ХН65МВ, ХН60МБ.
Особенности процесса производства стали
В производстве чугуна и стали применяются разные технологии, несмотря на достаточно близкий химический состав и некоторые физико-механические свойства. Отличия заключаются в том, что сталь содержит меньшее количество вредных примесей и углерода, за счет чего достигаются высокие эксплуатационные качества. В процессе плавки все примеси и лишний углерод, который становится причиной повышения хрупкости материала, уходят в шлаки. Технология производства стали предусматривает принудительное окисление основных элементов за счет взаимодействия железа с кислородом.
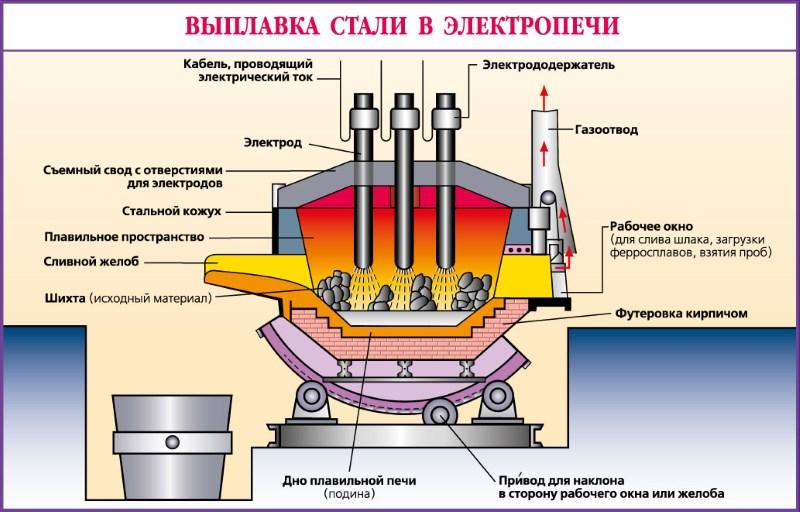
Выплавка стали в электропечи
Рассматривая процесс производства углеродистой и других видов стали, следует выделить несколько основных этапов процесса:
- Расплавление породы. Сырье, которое используется для производства металла, называют шихтой. На данном этапе при окислении железа происходит раскисление и примесей. Уделяется много внимания тому, чтобы происходило уменьшение концентрации вредных примесей, к которым можно отнести фосфор. Для обеспечения наиболее подходящих условий для окисления вредных примесей изначально выдерживается относительно невысокая температура. Формирование железного шлака происходит за счет добавления железной руды. После выделения вредных примесей на поверхности сплава они удаляются, проводится добавление новой порции оксида кальция.
- Кипение полученной массы. Ванны расплавленного металла после предварительного этапа очистки состава нагреваются до высокой температуры, сплав начинает кипеть. За счет кипения углерод, находящийся в составе, начинает активно окисляться. Как ранее было отмечено, чугун отличается от стали слишком высокой концентрацией углерода, за счет чего материал становится хрупким и приобретает другие свойства. Решить подобную проблему можно путем вдувания чистого кислорода, за счет чего процесс окисления будет проходить с большой скоростью. При кипении образуются пузырьки оксида углерода, к которым также прилипают другие примеси, за счет чего происходит очистка состава. На данной стадии производства с состава удаляется сера, относящаяся к вредным примесям.
- Раскисление состава. С одной стороны, добавление в состав кислорода обеспечивает удаление вредных примесей, с другой, приводит к ухудшению основных эксплуатационных качеств. Именно поэтому зачастую для очистки состава от вредных примесей проводится диффузионное раскисление, которое основано на введении специального расплавленного металла. В этом материале содержатся вещества, которые оказывают примерно такое же воздействие на расплавленный сплав, как и кислород.
Кроме этого, в зависимости от особенностей применяемой технологии могут быть получены материалы двух типов:
- Спокойные, которые прошли процесс раскисления до конца.
- Полуспокойные, которые имеют состояние, находящееся между спокойными и кипящими сталями.
https://youtube.com/watch?v=gkgFOipxxew
При производстве материала в состав могут добавляться чистые металлы и ферросплавы. За счет этого получаются легированные составы, которые обладают своими определенными свойствами.