Лазерный уровень своими руками: 3 варианта изготовления
Содержание:
- Виды сварки
- Особенности сварки лазером тонкостенных металлов
- Технология лазерной сварки
- Особенности лазерной сварки металлов
- Изготовление мощного лазера из DVD-RW привода
- Используемое оборудование и процесс сварки
- Оптика
- Как сделать лазерное режущее устройство из указки?
- Типы лазеров
- Достоинства и недостатки
- Способы и технология
- Кратко об устройстве
Виды сварки
Лазерная сварка бывает двух видов:
- Стыковая — в этом случае не используют присадки и флюс. Между металлами допускается минимальный стык, не больше 0,2 мм. Такое же значение является максимальным для фокусировки лазерного луча на стык. Сварку проводят посредством «кинжального» проплавления металла на всю толщину с интенсивностью лазерного излучения до 1 мВт/см2. Шов в этом случае нужно предохранять от окисления аргоном или азотом, а гелий защитит его от пробоя лазерного излучения;
- Нахлесточная — металлические листы накладываются друг на друга, они соединяются посредством мощного излучения. Сварка проводится с локальным прижимом деталей. Максимально допустимый зазор между поверхностями металлов при работе — 0,2 мм. В случае необходимости повышения качества соединяемых деталей используется двойной шов.
Особенности сварки лазером тонкостенных металлов
Основное преимущество лазерной сварки – ее разнообразие. Каждому виду работы можно подобрать соответствующее оборудование. В зависимости от типа поставленных задач и материалов, которые предстоит сваривать, можно подобрать наиболее оптимальные устройства.
Так, например, соединение деталей маленькой и большой толщины необходимо осуществлять разными установками. Как уже было отмечено выше, в одном случае лучше воспользоваться твердотельным лазером, а в другом – аппаратами на основе газа.
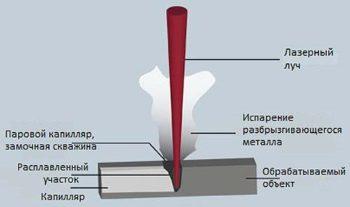
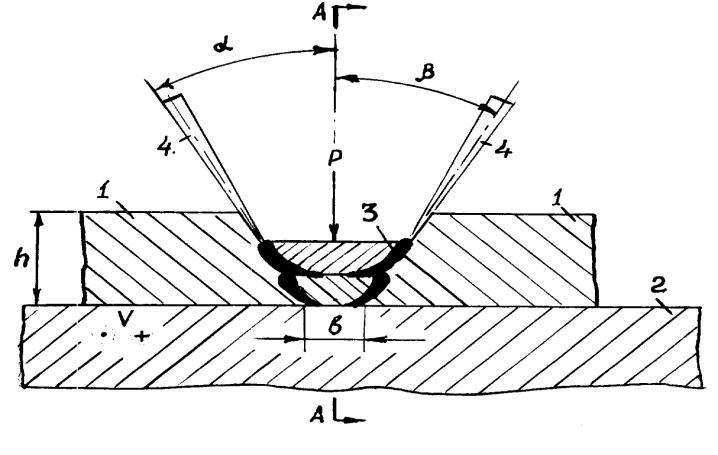
Схема сварки лазерным лучом.
Особенно эффективной данная технология оказывается в сварке тонкостенных металлов. Использование других методов влечет за собой ряд рисков, связанных с прожиганием материала, а также с появлением различных термических дефектов.
Лазерная сварка позволяет избежать указанных проблем, однако для этого необходимо точно контролировать мощность излучения, скорость движения луча, а также фокусировку рабочего пятна.
Соединение тонкостенных деталей осуществляют на минимальной мощности
Если сваривание проводится в импульсном режиме, тогда повышают скважность импульса и сокращают его длительность. А в непрерывном режиме скорость движения лазера повышают
Если установка не позволяет понизить мощность до необходимого уровня, тогда луч следует расфокусировать. Это уменьшит производительность сваривания, зато исключит вероятность прожигания изделия.
Технология лазерной сварки
Соединение деталей из нержавейки с легкостью осуществляется аргоновой сваркой или полуавтоматами. Однако в задачах формирования швов на достаточно тонком металле отмеченные методы оказываются малоэффективными. Высокая температура, возникающая в аргоновой сварке, способна попросту расплавить изделие или же деформировать его.
В данном случае наиболее эффективной является лазерная сварка металлов. С ее помощью удается сформировать тонкий шов, а дефекты, связанные с действием температуры, будут минимальны.
Итак, каков же принцип работы и в чем преимущества лазерной технологии?
Суть метода заключается в расплавлении тонких кромок металла с помощью лазера. Он формируется посредством испускания фотонов атомами. Такое явление называется индуцированным излучением.
Полученный световой поток позволяет плавить кромки материала и соединять их между собой. Кроме того свечение можно подавать в зону сварки импульсно с высокой энергией или же постоянно с меньшей силой воздействия.
В гибридных версиях сварки присадочная проволока может также создавать дугу, расплавляющую ее кончик. Световой пучок, в свою очередь, будет укладывать расплавленный присадочный материал в шов.
Обычно сварочную ванну защищают инертным газом. В этих целях применяется гелий или аргон. Однако тут есть и некоторые особенности. Взаимодействие лазера с металлом приводит к его нагреву и испарению. В результате луч может экранироваться и преломляться.
Избежать подобной ситуации позволяет гелий. Газ принудительно поступает к сварному соединению, снижая испарение металла.
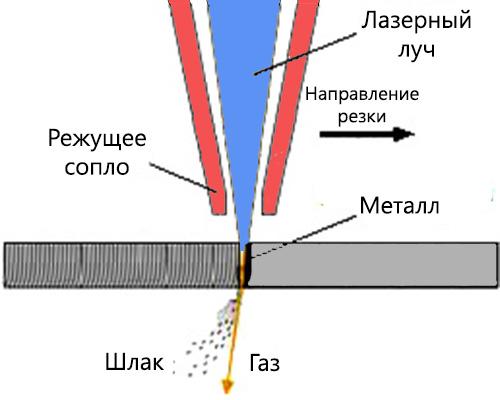
 Технология лазерной сварки.
Технология лазерной сварки.
Данная технология нашла широкое применение в различных отраслях промышленности и производства. Она используется для соединения изделий из алюминия, титана, меди лазером. Сфокусированный луч позволяет расплавлять кромки деталей толщиной от 0,1 мм до 10 мм.
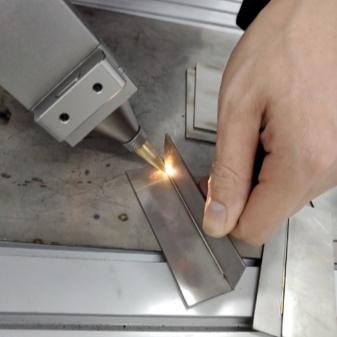
Благодаря возможности формирования тонких аккуратных швов эта технология получила широкое распространение в ремонте ювелирных изделий и оправ очков. В этих целях используются специальные малогабаритные настольные установки.
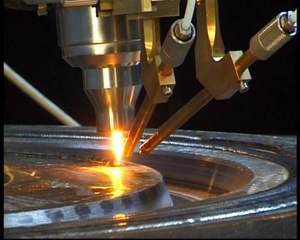
Место воздействия пучка в оборудовании отмечено точкой, под которую мастер подносит соединяемые детали и включает прибор. В результате происходит точечная сварка.
В случае необходимости создания шва на круглых изделиях, они вращаются с помощью специального оборудования во время сварки.
Данная технология сварки имеет ряд преимуществ. Благодаря им она выделяется на фоне других методов.
К основным достоинствам следует отнести следующие:
- возможность получения узкого и высокого шва, чего невозможно добиться полуавтоматами;
- глубокий провар без наплывов с другой стороны изделия;
- маленькая область взаимодействия света с деталью позволяет ей не перегреваться во время сварки, что исключает появления дефектов, связанных с термическим воздействием;
- высокая скорость работы и производительность;
- возможность соединения тонких деталей;
- безопасность;
- простота использования.
К недостаткам метода следует отнести его высокую стоимость. В связи с этим данная технология оказывается наиболее эффективной на производстве, где она достаточно быстро окупается.
Особенности лазерной сварки металлов
Среди распространённых источников энергии, применяемых для сварки, лазерное
излучение обладает наиболее высокой степенью концентрации энергии в отдельном
небольшом участке. Лазерное излучение по концентрации превосходит другие источники
теплоты в десятки раз. Такие высокие показатели концентрации определяются уникальными
характеристиками лазерного луча, прежде всего, его монохроматичностью и когерентностью.
Электронно-лучевая сварка, также как и лазерная, тоже обеспечивает высокую
концентрацию энергии, но преимущество последней заключается в том, что для неё
не требуется специальных вакуумных камер. Лазерную сварку можно проводить как
на воздухе, так и в
среде защитных газов. Это сварка
в среде аргона, гелия, либо сварка
в среде углекислого газа СО2 и других. Этот вид сварки подходит
для соединения заготовок любых габаритов.
Благодаря когерентности и монохроматичности лазерного луча, он обладает малой
расходимостью, что позволяет достичь высокой степени фокусировки энергии большой
величины на малом участке. В результате этого, на свариваемых поверхностях происходит
локальное нагревание, обеспечивающее высокую скорость нагрева и охлаждения.
Эти параметры оказываются гораздо выше, чем при других способах дуговой сварки.
Другими особенностями лазерной сварки являются малый объём расплавленного металла
и малые размеры зоны термического влияния, а также эффективное расплавление
металла на больших скоростях сварки, порядка 20-40 мм/с, что обеспечивает высокую
производительность.
Изготовление мощного лазера из DVD-RW привода
Если слабенького луча вам мало, и вам интересно как сделать лазер в домашних условиях из подручных средств с достаточно большой мощностью, то стоит попробовать более сложный способ его изготовления, используя при этом DVD-RW привод.
Для работы вам понадобятся:
- DVD-RW привод (скорость записи должна составлять не менее 16х);
- аккумулятор ААА, 3 шт.;
- резистор (от двух до пяти Ом);
- коллиматор (заменить можно деталью от дешевой китайской лазерной указки);
- конденсаторы 100 пФ и 100 мФ;
- фонарь светодиодный из стали;
- провода и паяльник.
Ход выполнения работ:
Первое, что нам необходимо, – это лазерный диод. Расположен он в каретке DVD-RW привода. Он имеет больший радиатор, чем обычный инфракрасный диод. Но будьте осторожны, эта деталь является весьма хрупкой. Пока диод не установлен, лучше всего произвести обмотку его вывода проволокой, поскольку он слишком чувствителен к статическому напряжению
Обратите особое внимание на полярность. Если питание подвести неверно – диод тут же выйдет из строя
Соедините детали по следующей схеме: аккумулятор, кнопка включения/выключения, резистор, конденсаторы, лазерный диод. Когда работоспособность конструкции проверена, остается лишь придумать для лазера удобный корпус. Для этих целей вполне подойдет стальной корпус от обычного фонаря. Не забудьте также про коллиматор, ведь именно он превращает излучение в тоненький луч.
Теперь, когда вы знаете, как сделать лазер в домашних условиях, не забывайте о соблюдении техники безопасности, храните его в специальном чехле и не носите с собой, так как правоохранительные органы могут выдвинуть вам претензии по этому поводу.
Смотрите видео : Лазер из DVD привода в домашних условиях и своими руками
Используемое оборудование и процесс сварки
Установки, позволяющие варить лучом усиленного света, независимо от размеров оборудования, бывают двух типов: твердотельные и с использованием газа. Их принцип работы с металлом похож, но отличаются способы преобразования света в энергию. Разнятся они и по КПД, что влияет на их применение в жизни.
Твердотельные установки
На видео можно заметить, что одни аппараты варят лазером беспрерывно, а другие импульсно. Первый вид сварки выполняется устройствами, в основе которых находится твердый стержень. Часто используют розовый рубин. При пропуске света через который ионы высвобождают свой запас энергии. Концы стержня напыляются серебром, которое активно отражает свет. В результате такого зеркального эффекта ионы направляются по спирали, вокруг стержня. Их движение закручивается и к нему продолжают подключаться новые ионы. Преобразованный свет с усиленной энергией проходит через ряд стекол и фокусируется линзой в пучок. Головка аппарата направляет этот луч на свариваемые поверхности. Подача лазера ведется непрерывно, что позволяет сваривать тонкие элементы. Но для соединения более толстых деталей требуется концентрация энергии. Поэтому были изобретены другие установки.
Газовые аппараты
Для сварки лазером, где требуется глубокая проплавка, разработали альтернативный способ преобразования света. Первоначальным источником в них служит трубка с газом. С каждой стороны резервуар закрыт зеркалами. Находящиеся внутри электроды производят разряд, который высвобождает электроны в газе. Происходит копирование фотонов с усилением энергии атомов. Линзы направляют поток света на изделие. Подача напряжения импульсом содействует максимальной концентрации энергии на выходе. Благодаря этому возможна сварка металлов толщиной до 10 мм.
Гибридные установки
Чтобы проводить сваривание толстых деталей и изделий с зазором, требуется дополнительный присадочный материал. Для этого используют подачу проволоки, которая зажигает электрическую дугу. Это позволяет заполнить пространство между пластинами и создать высокий сварочный шов. Ванна защищается обдувом инертного газа через закрепленное рядом с лазерной головкой сопло. На видео заметно, что процесс осуществляется очень слажено: проволока плавится по линии соединения, а лазер формирует из нее шов.
Сварка лазерными установками выполняется на столе или подставках от аппарата, в следующей последовательности:
металл важно очистить от окалин, масла или воды;
детали необходимо подогнать в стык плотно;
выполняется химическое травление металла;
головка аппарата подносится к линии начала соединения и запускается кнопка;
требуется постоянное слежение за попаданием луча в зону стыка.
Сваривание усиленной и преобразованной световой энергией позволяет получать прочные и красивые швы, что особенно важно на тонких металлических изделиях. При этом обеспечивается высокая скорость работы и безопасность сварщика
Именно поэтому данный вид сварки получил широкое применение в промышленности и ремонтных мастерских.
Оптика
Выражаясь по-научному, пришло время соорудить простой коллиматор, устройство для получения пучков параллельных световых лучей. Идеальным вариантом для этой цели будет штатная линза, взятая из привода. С её помощью можно получить довольно тонкий луч лазера диаметром около 1 мм. Количества энергии такого луча достаточно, чтобы насквозь прожигать бумагу, ткань и картон в считаные секунды, плавить пластик и выжигать по дереву. Если сфокусировать более тонкий луч, то данным лазером можно резать фанеру и оргстекло. Но настроить и надежно закрепить линзу от привода достаточно сложно из-за ее малого фокусного расстояния.
Намного проще соорудить коллиматор на основе лазерной указки. К тому же в её корпусе можно поместить драйвер и небольшой аккумулятор. На выходе получится луч в диаметре около 1,5 мм меньшего прожигающего действия. В туманную погоду или при обильном снегопаде можно наблюдать неимоверные световые эффекты, направив световой поток в небо.
В заключение хочется добавить несколько фраз об опасности лазерного излучения. Во-первых, никогда не направляйте луч лазера в глаза людей и животных. Это приводит к серьёзным нарушениям зрения. Во-вторых, во время экспериментов с красным лазером надевайте зелёные очки. Они препятствуют прохождению большей части красной составляющей спектра. Количество света, прошедшее сквозь очки, зависит от длины волны излучения. Смотреть со стороны на луч лазера без защитных средств допускается лишь кратковременно. В противном случае может появиться боль в глазах.
Как сделать лазерное режущее устройство из указки?
Самое интересное, что изготовить лазерный резак можно с помощью старых ненужных предметов.
Например, своими руками изготовить лазерный прибор позволит применение старой лазерной указки.
Чтобы процесс по созданию резака продвигался как можно быстрее, необходимо подготовить следующие предметы и инструменты:
Процесс по изготовлению резака своими руками начинается с разборки привода, откуда необходимо достать прибор.
Извлечение нужно сделать по максимуму аккуратным, при этом придется проявить терпение и быть внимательным. В устройстве присутствует много разных проводов с практически одинаковой структурой.
Выбирая DVD привод, нужно учитывать, чтобы он был пишущим, так как именно такой вариант позволяет делать записи с помощью лазера.
Видео:
Запись выполняется в ходе испарения тонкого металлического слоя с диска.
В процессе чтения, лазер функционирует наполовину своих технических возможностей, слегка освещая диск.
В процессе демонтажа верхнего крепежного элемента взгляд упадет на каретку с лазером, который может передвигаться в нескольких направлениях.
Каретку необходимо бережно извлечь, аккуратно снять разъемы и шурупы.
Затем можно перейти к снятию красного диода, за счет него происходит прожиг диска – это легко можно сделать своими руками при помощи электропаяльника. Извлеченный элемент не стоит встряхивать, а тем более ронять.
При этом необходимо учесть следующие моменты: как лучше поместить диод, как подсоединить его к источнику питания, ведь для диода пишущего устройства требуется больше электроэнергии, чем для основного элемента указки.
Данный вопрос можно решить несколькими методами.
Чтобы сделать ручной резак с более-менее высокой мощностью, необходимо достать находящийся в указке диод, после чего поменять его на элемент, извлеченный из DVD привода.
Поэтому лазерную указку разбирают также осторожно, как и привод пишущего DVD устройства. Предмет раскручивают, затем разделяют его корпус на две половины
Сразу же на поверхности можно будет увидеть деталь, которую и нужно заменить своими руками
Предмет раскручивают, затем разделяют его корпус на две половины. Сразу же на поверхности можно будет увидеть деталь, которую и нужно заменить своими руками.
Для этого родной диод из указки снимается и аккуратно заменяется более мощным, его надежное крепление можно выполнить с использованием клея.
Возможно, снять старый диодный элемент сразу не получится, поэтому его можно подковырнуть бережно кончиком ножа, затем слегка встряхнуть корпус указки.
Для этой цели пригодится фонарик с аккумуляторными батарейками, что позволит лазерному резаку получить электроподпитку, приобрести эстетичный вид, и удобство использования.
Для этого в корпус фонарика своими руками необходимо внедрить модифицированную верхнюю часть бывшей указки.
Затем нужно подключить к диоду зарядку, посредством находящейся в фонарике аккумуляторной батареи
Очень важно в процессе подключения точно установить полярность
До того как фонарик будет собран, необходимо снять стекло и прочие лишние элементы указки, которые могут стать помехой лучу лазера.
На завершающем этапе проводится подготовка лазерного резака к использованию.
Для комфортной ручной работы все этапы работы над прибором необходимо строго соблюдать.
Видео:
С этой целью нужно проконтролировать надежность фиксации всех внедренных элементов, правильность полярности и ровность установки лазера.
Итак, если все вышеизложенные в статье условия сборки были точно соблюдены, резак готов к применению.
Но так как самодельный ручной прибор наделен невысокой мощностью, то вряд ли из него получится полноценный лазерный резак по металлу.
Что идеально сможет выполнять резак, так это сделать отверстия в бумаге или полиэтиленовой пленке.
А вот наводить на человека лазерное приспособление, сделанное своими руками нельзя, здесь его мощности будет достаточно, чтобы навредить здоровью организма.
Типы лазеров
При сваривании металлов применяют лазеры двух типов:
- твердотельные;
- газовые.
Тот или иной тип лазера подбирается в зависимости от цели использования оборудования.
Твердотельный
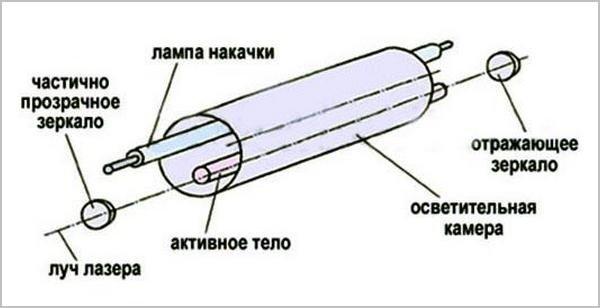
В данном случае активным телом выступает рубиновый стержень со стеклом и примесью неодима или же алюмо-иттриевого граната, который легирован неодимом или иттербием. Стержень располагается в осветительной камере. Чтобы возбудить атомы активного тела, применяют лампу накачки, которая создает мощные световые вспышки.
На торцах активного тела находятся два зеркала:
- частично прозрачное;
- отражающее.
 Лазерный луч будет выходить сквозь частично прозрачное зеркало, заранее оно многократно отражается в рубиновом стержне и усиливается. Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
Лазерный луч будет выходить сквозь частично прозрачное зеркало, заранее оно многократно отражается в рубиновом стержне и усиливается. Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
С помощью данных лазеров свариваются только мелкие и не толстые детали, чаще всего — это объекты микроэлектроники, например, тонкие проволочные выводы с диаметром 0,01−0,1 мм на основе нихрома, золота или тантала. Допускается и точечная сварка изделий на основе фольги с диаметром точки порядка 0,5−0,9 мм. Таким же способом выполняется герметичный катодный шов на кинескопах современных телевизоров.
Катод — это трубка с длиной в 2 мм, диаметром 1,8 мм и толщиной стенки 0,04 мм. К такой трубке приваривают дно толщиной в 0,12 мм на основе хромоникелевого сплава. Такие мелкие изделия варят благодаря высокой степени фокусировки луча, а также точной дозировке энергии посредством регулирования длительности импульса в определенных рамках.
Газовый
 Газовые лазеры — более мощные, активным телом в них выступает газовая смесь. Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Газовые лазеры — более мощные, активным телом в них выступает газовая смесь. Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Основной минус оборудования с продольной прокачкой газа — это его габариты. А вот лазеры с поперечной прокачкой газа более компактные. Общая мощность может составлять от 20 кВт и больше, благодаря чему можно соединять металлы с толщиной до 20 мм на большой скорости — порядка 60 м/ч.
Самые мощные конструкции — газодинамические. В них для работы применяют газы, которые нагреваются до температуры от 1000 до 3000 К. Газ в них быстро истекает через сопло Лавля, в итоге происходит адиабатическое расширение, а затем газ охлаждается в зоне резонатора. При охлаждении возбужденные молекулы переходят на более низкий энергетический уровень, при этом испускается когерентное излучение. Накачка может происходить с применением другого лазера или прочих мощных энергетических источников. Мощные конструкции позволяют сваривать на скорости около 200 м/ч стали толщиной в 35 мм.
 Сварка с помощью лазера осуществляется в атмосферных условиях, вакуум создавать не нужно, нужно при этом защищать от воздуха расплавленный металл. Обычно используются газы, например, аргон. Процесс характеризуется тем, что из-за высокой тепловой мощности луча на поверхности свариваемого изделия металл интенсивно испаряется. Пары ионизируются, вследствие чего луч рассеивается и экранизируется.
Сварка с помощью лазера осуществляется в атмосферных условиях, вакуум создавать не нужно, нужно при этом защищать от воздуха расплавленный металл. Обычно используются газы, например, аргон. Процесс характеризуется тем, что из-за высокой тепловой мощности луча на поверхности свариваемого изделия металл интенсивно испаряется. Пары ионизируются, вследствие чего луч рассеивается и экранизируется.
Поэтому в условиях применения высокомощного оборудования в зону сварки, кроме защитного газа, также подают и плазмоподавляющий газ. Им обычно выступает гелий, который намного легче аргона и не будет рассеивать луч. Чтобы упростить процесс нужно, использовать специальные газовые смеси, обладающие плазмоподавляющей и защитной функцией. В таком случае горелка должна подавать газ так, чтобы он мог сдувать ионизированный пар.
Во время работы луч медленно углубляется в деталь и оттесняет жидкий металл сварочной ванны на заднюю стенку кратера. Это обеспечивает «кинжальное» проплавление при условии большой глубины и малой ширине шва.
Большая концентрация энергии в луче позволяет достичь высокой скорости работы, а также обеспечивает хороший термический цикл и высокую прочность металла шва.
https://youtube.com/watch?v=u1GKNo9wa1w
Достоинства и недостатки
Как и любой метод, лазерный процесс сварки имеет как свои положительные, так и отрицательные стороны.
Преимуществами лазерной сварки являются:
- способность к соединению любых материалов – стекла, металла, пластика, керамики, драгоценных металлов и так далее;
- высочайшая точность при выполнении работ;
- обеспечивается минимальная толщина сварочного шва при его максимальной прочности;
- зона рабочей поверхности возле формирующегося шва не нагревается, поэтому детали в процессе сварки не подвергаются деформированию;
- в процессе работы отсутствует рентгеновское излучение, не образуются вредные побочные продукты плавления материалов;
- для выполнения работы по сварке металлов не нужно применять флюс, присадку, сварочные электроды;
- процесс сварки можно осуществлять в любых, даже труднодоступных участках заготовки, а также на значительном удалении детали от самого лазера;
- сварку заготовок можно выполнять даже в том случае, если они размещаются за прозрачной преградой;
- сварочный аппарат можно быстро перепрограммировать и после окончания одного вида работ начать выполнение других задач.
Недостатки метода сварки с использованием лазера в основном связаны с финансовой составляющей и заключаются они в следующем:
- стоимость оборудования, комплектующих деталей и запасных частей у лазерного аппарата довольно высокая;
- коэффициент полезного действия процесса сварки напрямую зависит от отражающих характеристик материала заготовки;
- для работы с лазерной сварочной установкой требуются специалисты с высоким уровнем образования и подготовки;
- помещение, где работает лазерная сварочная установка, должно быть чистым (без запылённости), с нормальным уровнем влажности воздуха и не подвергаться колебаниям вибрационного характера.


Способы и технология
На сегодняшний день технический прогресс шагнул далеко вперёд, и большинство современных предприятий работает с использованием новых технологий производственного процесса. Сварочные аппараты лазерного поколения имеют различные характеристики и режимы применения.
«Квант-15» считается одним из самых продуктивных и дорогостоящих вариантов, обладающих обширными функциональными возможностями. Ему доступна в автоматическом режиме импульсная и шовная сварка. Проплавление материала вглубь лазерным лучом составляет 3 мм. Этот аппарат используется для работы со сложными и суперпрочными высоколегированными сплавами.




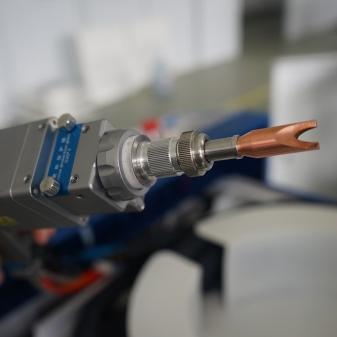
Не только автоматическими моделями представлены лазерные аппараты. Среди них имеется большое число устройств, с помощью которых выполняется и ручная сварка.
Модель Weld-WF является миниатюрным аппаратом, с помощью которого производится сварка на участках, доступ к которым затруднён. Устройство оснащено манипулятором, соединённым с волоконным приводом. Оно обладает высокой производительностью при небольшой мощности.



Лазерные устройства различной комплектации и мощности могут выполнять различный объём работ:
- импульсную точечную сварку заготовок;
- ремонт конструкций различных габаритов;
- осуществить аддитивные наплавочные работы;
- выполнить ремонт электронных компонентов, пресс-форм, ювелирных изделий и так далее;
- произвести изготовление и ремонт предметов медицинского назначения, в том числе и выполнить их дезинфекцию.
Обширное применение лазерных установок сдерживается тем, что стоимость такого оборудования достаточно высока. Окупаемость аппарата происходит только в том случае, если задействовать его в промышленных масштабах.
Устройства для лазерной сварки могут выполнять соединение деталей в любом их положении. При этом глубина проплавки материала подлежит регулированию и может быть как поверхностной, так и сквозной. Сварочный шов можно делать сплошным либо производить точечную сварку. Лазерная установка может работать как с толстостенными деталями, так и с материалами толщиной в десятую часть миллиметра.

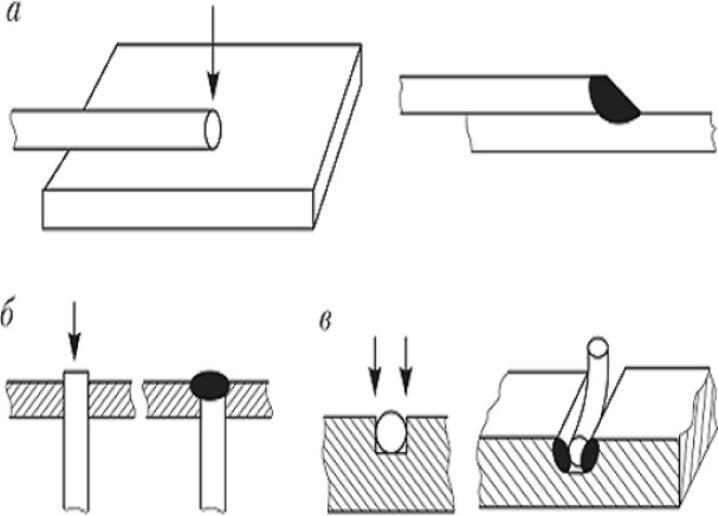
Встык
Этот вариант сварочного процесса не нуждается в использовании флюса и припоя. Две детали можно положить вплотную друг к другу и начать процесс сварки при помощи проплавления материала на всю его глубину. В процессе работы с металлами шов от окисления защищает газ азот либо аргон, а применение гелия поможет защитить заготовку сквозного пробоя лазерным лучом.
Внахлёст
С целью соединения две заготовки накладывают одну на другую, чтобы получился небольшой нахлёст, при этом сварочное соединение выполняется глубоким прожигом обеих частей. Чтобы шов получился ровным, детали должны лежать неподвижно, для чего их фиксируют специальным прижимным механизмом.
Оба метода имеют широкое применение, но практика показала, что нержавеющую сталь сваривают лазером только способом встык, так как другой метод создает напряжённость металла в процессе выполнения сварки.
Кратко об устройстве
Лазер был изобретен в результате проверки теоретических предположений ученых, занимающихся еще только начавшей тогда зарождаться квантовой физикой. Принцип, положенный в основу лазерной указки, был предсказан Эйнштейном еще вначале XX в. Недаром это приспособление так называется — «указка».
Более мощные лазеры используются для выжигания. Указка дает возможность реализовать творческий потенциал, например, с их помощью можно выгравировать на дереве или на оргстекле красивый качественный узор. Самые мощные лазеры могут разрезать металл, поэтому они применяются в строительных и ремонтных работах.
https://youtube.com/watch?v=q1sKjfnaGHs